


Welcome to Club SAITO !
 02-10-2019, 01:21 PM
02-10-2019, 01:21 PM

My Feedback: (1)
Gary, check out these prices, PT #00590093
https://www.grainger.com/search?searchBar=true&searchQuery=Brown+%26+Sharpe +TWIN-CAL+IP40+Caliper+00590093
a $57 difference here at Penn Tool
Brown & Sharpe TWIN-CAL IP40 Calipers - Penn Tool Co., Inc
Jim
https://www.grainger.com/search?searchBar=true&searchQuery=Brown+%26+Sharpe +TWIN-CAL+IP40+Caliper+00590093
a $57 difference here at Penn Tool
Brown & Sharpe TWIN-CAL IP40 Calipers - Penn Tool Co., Inc
Jim
 02-10-2019, 01:28 PM
02-10-2019, 01:28 PM
Gary, check out these prices, PT #00590093
https://www.grainger.com/search?sear...liper+00590093
a $57 difference here at Penn Tool
Brown & Sharpe TWIN-CAL IP40 Calipers - Penn Tool Co., Inc
Jim
https://www.grainger.com/search?sear...liper+00590093
a $57 difference here at Penn Tool
Brown & Sharpe TWIN-CAL IP40 Calipers - Penn Tool Co., Inc
Jim
02-11-2019, 03:36 AM

<a href="https://www.wttool.com/nav/cat2/Calipers/0">https://www.wttool.com/nav/cat2/Calipers/0</a><br /><br />Links to 8 more pages at the bottom of that page.<br />May find some stuff cheaper online, they do a lot better with walk-in, store customers.
Last edited by Jesse Open; 02-11-2019 at 03:56 AM.
 02-11-2019, 04:21 AM
02-11-2019, 04:21 AM

My Feedback: (102)

Join Date: Dec 2001
Location: Colonial Beach, VA
Posts: 20,370
Likes: 0
Received 25 Likes
on
25 Posts
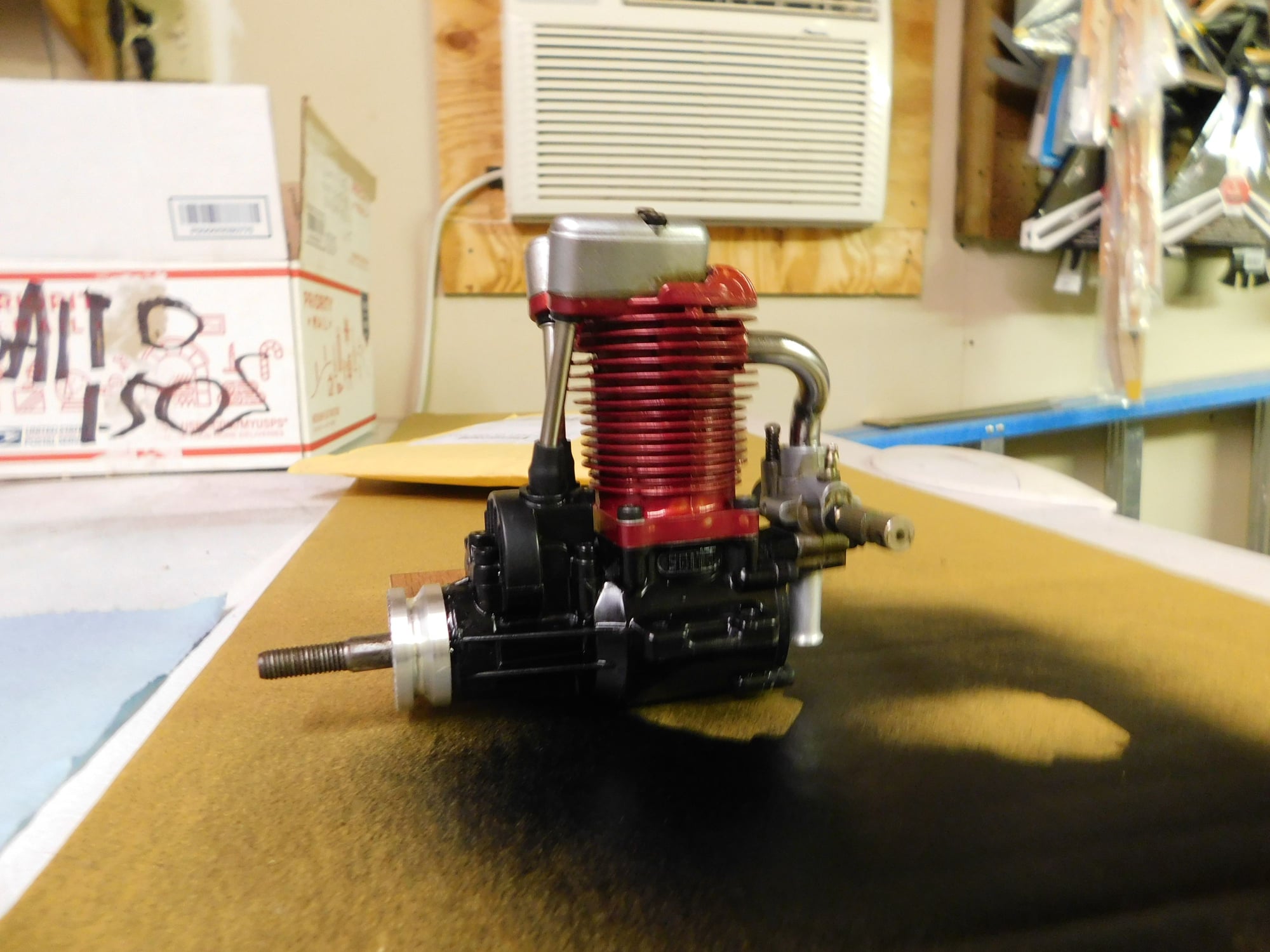
So far the 182-T DP has turned out to be great, the carb barrels were stuck, (castor glued), left cylinder exhaust valve hung on closing but popped closed after a slight delay, it never disengaged the push rod. Again fixed with a shot of Corrosion X. Judging by the cam followers it has been run very little. Both cylinders have very good compression It came with four Fox Miracle plugs in it and they were way beyond tite, they scared me they were so tight. I'll pull the left cylinder today and inspect the left cam and lifters. The rods are still zero visible slop, the right rings was coal black on the edge. No rust. The carbs are metered with clean metering slots and passages.
02-11-2019, 04:32 AM
So far the 182-T DP has turned out to be great, the carb barrels were stuck, (castor glued), left cylinder exhaust valve hung on closing but popped closed after a slight delay, it never disengaged the push rod. Again fixed with a shot of Corrosion X. Judging by the cam followers it has been run very little. Both cylinders have very good compression It came with four Fox Miracle plugs in it and they were way beyond tite, they scared me they were so tight. I'll pull the left cylinder today and inspect the left cam and lifters. The rods are still zero visible slop, the right rings was coal black on the edge. No rust. The carbs are metered with clean metering slots and passages.
No jinx intended.
 02-11-2019, 06:53 AM
02-11-2019, 06:53 AM

 02-11-2019, 09:53 AM
02-11-2019, 09:53 AM
I wouldn't paint a Saito any color but would have them anodized if I was certain the process wouldn't cause negative effects to the cylinder walls and valve seats. Maybe the anodizing wouldn't adhere to the chrome? If it were possible I would love a red and black anodized engine!
02-11-2019, 10:48 AM
My Feedback: (1)
Jim
02-11-2019, 11:04 AM
My dad dropped off a large Kennedy tool box a while back and said it's yours if you want it. Of course I accepted his offer but never looked inside because I already have a ton of tools. Today I took a gander in there and waddaya know, precision machinist tools! Outside mics from 1" to 5", inside bore gauges 1/2" to 4" , dial indicators and magnetic stands, parallel block, inside and outside mechanical calipers and other assorted goodies. Quite of few of them Starrett tools. A 50lb. box of precision measurement tools which is a very sweet deal but wouldn't you know it? He kept his B&S IP40 calipers.....lol, I would have too!
Last edited by Glowgeek; 02-11-2019 at 11:30 AM.
02-11-2019, 11:30 AM
My dad dropped off a large Kennedy tool box a while back and said it's yours if you want it. Of course I accepted his offer but never looked inside because I already have a ton of tools. Today I took a gander in there and waddaya know, precision machinist tools! Outside mics from 1" to 5", inside bore gauges 1/2" to 4" , dial indicators and magnetic stands, parallel block, inside a outside mechanical calipers and other assorted goodies. Quite of few of them Starrett tools. A 50lb. box of precision measurement tools which is a very sweet deal but wouldn't you know it? He kept his B&S IP40 calipers.....lol, I would have too!
Tools are a great investment.Never regretted any of the money spent on tools or machinery.
02-11-2019, 11:33 AM
A lot of my favorite tools there, you are off to a fine start. The small bore gages are very handy for jobs like checking valve guide wear. The larger, telescoping gages will give you a lot better reading of a cylinder bore at several points, much more information than the fingers on a caliper. The sliding adustable parallels I used tio use a lot when cutting LARGE keyways on press crankshafts or slotting keyways into 10 foot diameter bull gears.
Tools are a great investment.Never regretted any of the money spent on tools or machinery.
Tools are a great investment.Never regretted any of the money spent on tools or machinery.
Last edited by Glowgeek; 02-11-2019 at 11:53 AM.
02-11-2019, 12:03 PM
I used to rebuild engines, and had access to all those specialty tools for checking cylinder taper, cylinder diameter, crank and cam bores, deck height and parallels, etc. Those were sure nice for blueprinting engines.
02-11-2019, 01:52 PM
My Feedback: (1)
I feel I have looked, read and searched well enough,, I want to buy a brand I know that has been a good brand years past, I would buy a brand I never heard about as long as I have good proof I can trust that brand.
so I am very picky, because I do not have the money to choose wrong, and I don't want to have to replace them 3, 4 or 10 years down the road..
in the prices I want, both Brown & Sharp and Starrett's are made in China, well I rather not buy a set made in China, even if it has a good name on it,
so here is what I am looking at,
made in Japan,, but a bit more than want to spend,, price $141,, Penn price is $156,
https://www.mscdirect.com/product/details/62529482 $167,,
$167,, made in Japan
https://www.mscdirect.com/product/details/06389100
personally I think I will get more quality if I buy Dial Calipers, my set are about 28 yeas old, the Dial would still be working today if I didn't drop them,,, twice LOL, yet I still do use them to compare some things, I can use my Mic with them, as I remember I paid $40 for them,,
these Dialed Mitutoyo seem nice, I like them, the ones in the 2nd link have a new springed gear system that keeps the gears at a higher tolerance,,
$118,, Brazil
Mitutoyo Dial Caliper, 0-6" with Purple Dial Face - 10-767-2 - Penn Tool Co., Inc
even better ,, $121,, Brazil
Mitutoyo Dial Caliper Series 505, 0-6" with Purple Dial Face - 505-742-52 - Penn Tool Co., Inc
Jim
it's a sad-sad thing that Saito doesn't make Calipers
so I am very picky, because I do not have the money to choose wrong, and I don't want to have to replace them 3, 4 or 10 years down the road..
in the prices I want, both Brown & Sharp and Starrett's are made in China, well I rather not buy a set made in China, even if it has a good name on it,
so here is what I am looking at,
made in Japan,, but a bit more than want to spend,, price $141,, Penn price is $156,
https://www.mscdirect.com/product/details/62529482 $167,,
$167,, made in Japan
https://www.mscdirect.com/product/details/06389100
personally I think I will get more quality if I buy Dial Calipers, my set are about 28 yeas old, the Dial would still be working today if I didn't drop them,,, twice LOL, yet I still do use them to compare some things, I can use my Mic with them, as I remember I paid $40 for them,,
these Dialed Mitutoyo seem nice, I like them, the ones in the 2nd link have a new springed gear system that keeps the gears at a higher tolerance,,
$118,, Brazil
Mitutoyo Dial Caliper, 0-6" with Purple Dial Face - 10-767-2 - Penn Tool Co., Inc
even better ,, $121,, Brazil
Mitutoyo Dial Caliper Series 505, 0-6" with Purple Dial Face - 505-742-52 - Penn Tool Co., Inc
Jim
it's a sad-sad thing that Saito doesn't make Calipers
Last edited by the Wasp; 02-11-2019 at 02:09 PM.
02-11-2019, 02:50 PM
Adjustable parallels are very useful tools. In cutting key ways as es I mentioned, for example; Tapered keys are often used on large machines such as mechanical presses to retain and index gears and flywheels to shafts such as crankshafts. These keys are fitted very closely usually with meticulous hand filing to final fit.
The key way on the shaft is often cut in a boring mill with an end mill cutter. To measure to a good average size, the adjustable parallel is placed in the key way and expanded. One end is left out of the slot and measured across with a micrometer. Likewise, the mating keyway in the gear hub is often cut with a shaper/like slotter machine. The parallels also facilitate an excellent means to measure. The depth in the hub is tapered to 1/8 inch per foot and the gin headed key is cut with a matching taper. The key is driven in and removed with graphite powder and the indicated high points filed down. The process is repeated until the key is at the desired depth with at least 80% coverage all around. When properly fitted these keys hold parts in place tenaciously under very severe shock loads. The fitting can require many hours of filing in between driving a very snug key in and out with a five pound short handled hammer.
Heavy work yet very well fitted. Starting out with accurately sized keyways is crucial to getting the job right. The right tools matter.
Fixture building and machining setups have near endless applications for adjustable parallels as well.
Last edited by Jesse Open; 02-11-2019 at 04:16 PM.
02-11-2019, 03:51 PM
My Feedback: (1)
Adjustable parallels are very useful tools. In cutting key ways as es I mentioned, for example; Tapered keys are often used on large machines such as mechanical presses to retain and index gears and flywheels to shafts such as crankshafts. These keys are fitted very closely usually with meticulous hand filing to final fit.
The key way on the shaft is often cut in a boring mill with an end mill cutter. To measure to a good average size, the adjustable parallel is placed in the key way and expanded. One end is left out of the slot and measured across with a micrometer. Likewise, the mating keyway in the gear hub is often cut with a shaper/like slotter machine. The parallels also facilitate an excellent means to measure. The depth in the hub is tapered to 1/8 inch per foot and the gin headed key is cut with a matching taper. The key is driven in and removed with graphite powder and the indicated high points filed down. The process is repeated until the key is at the desired depth with at least 80% coverage all around. When properly fitted these keys hold parts in place tenaciously under very severe shock loads. The fitting can require many hours of filing in between driving a very snug key in and out with a five pound short handled hammer.
Heavy work yet very well fitted. Starting out with accurately sixes keyways is crucial to getting the job right. The right tools matter.
Fixture building and machining setups have near endless applications for adjustable parallels as well.
LOL I wish I could remember all that, but I wont !!!!!!
my 2nd MSC link above is screwy, when I posted it it showed a different set of calipers than it shows now
Jim
Last edited by the Wasp; 02-11-2019 at 03:53 PM.
02-11-2019, 03:57 PM
My Feedback: (1)
02-11-2019, 04:25 PM
Yep, I like the black cylinder with polished fin edges too. Tri***ph Tridents had alloy cylinders and I built several where I did just that!
Guarantee if you did a few of those 2 1/2 inch wide by 12 to 14 inch long keys, you would be trying to forget. Problem is, when you hit sixty, every tendon in your elbow and wrist will remind you by just trying to comb your hair.
Guarantee if you did a few of those 2 1/2 inch wide by 12 to 14 inch long keys, you would be trying to forget. Problem is, when you hit sixty, every tendon in your elbow and wrist will remind you by just trying to comb your hair.