


Welcome to Club SAITO !
 07-25-2021, 04:47 AM
07-25-2021, 04:47 AM


Yep understood, the vaccine for Fauci Flu is intended to "protect" the vaccinated.
Feel the need, take the needle.
Not my business to foist it on others. Between the person and the doctor
Installed a fresh receiver in the Lockheed Little Dipper yesterday. The FA-90T started on the first backflip. Had sat for 15 years. Super quiet on the brass straight pipes. Got her down to a steady 1800 RPM idle very quickly. So sweet! If we get a break in the weather she may get to fly this afternoon.
Last edited by Jesse Open; 07-25-2021 at 04:51 AM.
 07-25-2021, 05:49 AM
07-25-2021, 05:49 AM
........
.....Installed a fresh receiver in the Lockheed Little Dipper yesterday. The FA-90T started on the first backflip. Had sat for 15 years. Super quiet on the brass straight pipes. Got her down to a steady 1800 RPM idle very quickly. So sweet! If we get a break in the weather she may get to fly this afternoon.
.....Installed a fresh receiver in the Lockheed Little Dipper yesterday. The FA-90T started on the first backflip. Had sat for 15 years. Super quiet on the brass straight pipes. Got her down to a steady 1800 RPM idle very quickly. So sweet! If we get a break in the weather she may get to fly this afternoon.

Also interesting to learn that Thorpe later modified the plans into what became the Piper Cherokee.

 07-25-2021, 06:21 AM
07-25-2021, 08:11 AM
07-25-2021, 06:21 AM
07-25-2021, 08:11 AM
 07-25-2021, 12:00 PM
07-25-2021, 12:00 PM
Senior Member

I am rebuilding a Saito FA 30-s for a friend. I decided to use one of Gary's tricks and made a bearing press for the engine. The front part of the press is reversed to install the front bearing after the rear is in place. Both parts are relieved from the center outward so the no pressure will be applied to the inner race. I had to reduce the diameter where it presses the rear bearing to 21 mm to match the bearing and push it the last 1/16". It may be specific to the FA 30s. The bolt is a .25" x 3" 20 tpi socket head screw, it took very little effort to turn it. It might also work with the FA 40a, it has the same front bearing but the OD rear of the 30 is 21 mm and the 40 is 24 mm.

Showing relief
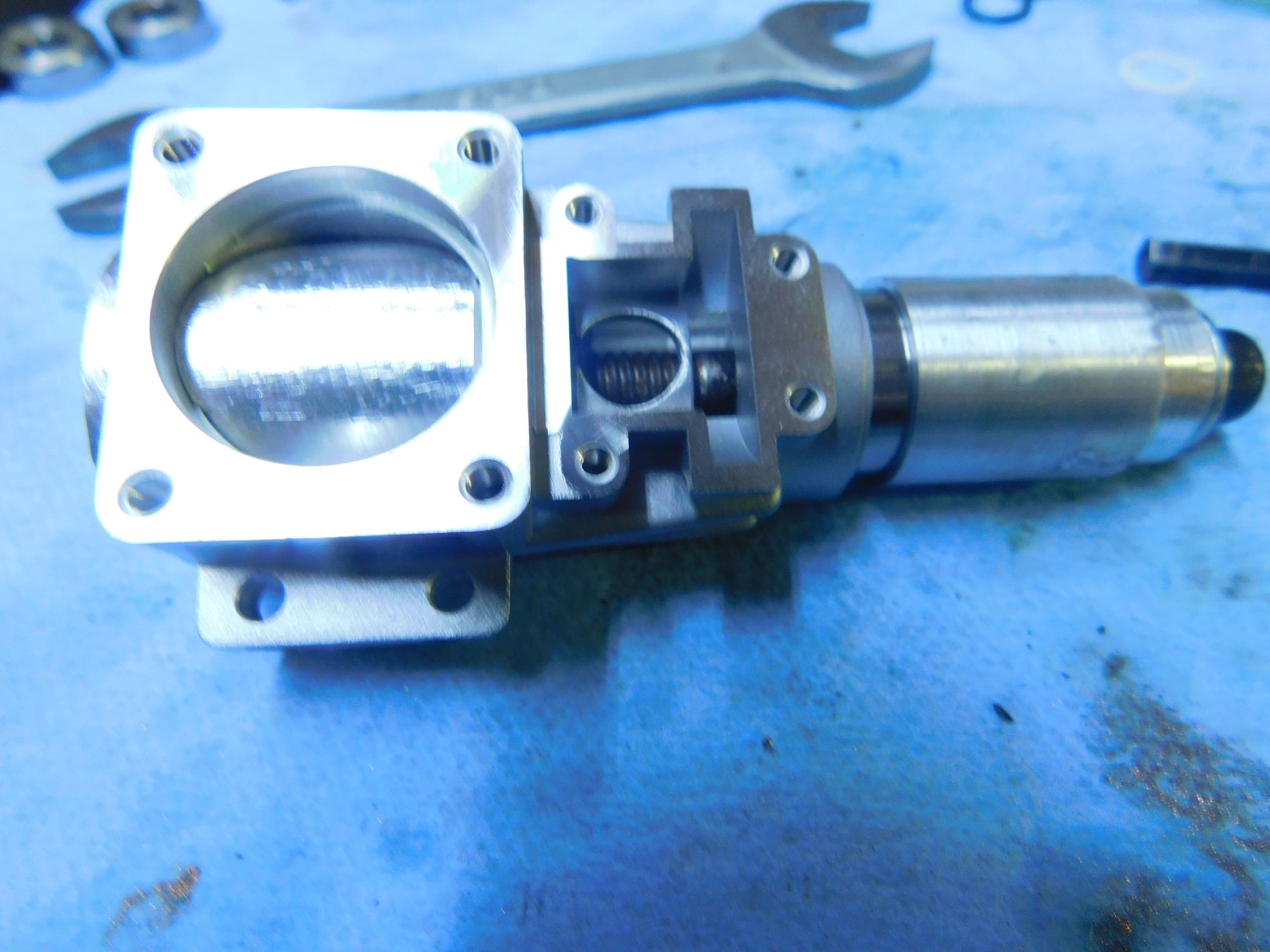
Front reversed to do front bearing.
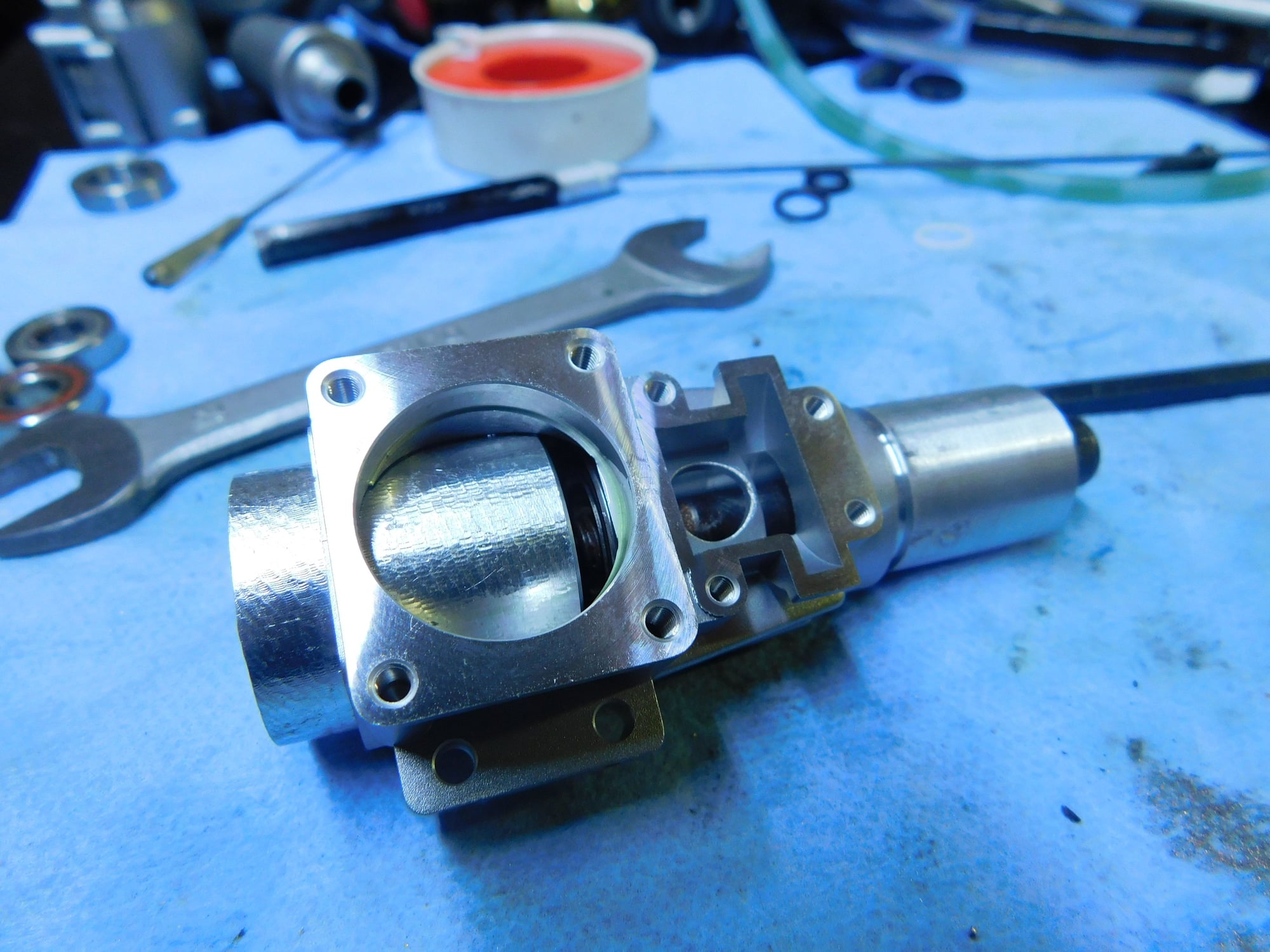
Showing rear bearing in place.
Showing relief
Front reversed to do front bearing.
Showing rear bearing in place.
Last edited by 1200SportsterRider; 07-26-2021 at 01:18 AM. Reason: Spelling
07-25-2021, 03:08 PM
My Feedback: (27)
That looks great Dave. I'm going to copy it. It will take me longer to set up a Mazak lathe to make it than it will take to cut out the parts. What material did you use?
07-25-2021, 03:32 PM




The following users liked this post:
jamesroutledge (05-29-2022)
07-25-2021, 05:30 PM
My Feedback: (1)
does any one know if the SIGS 4-Star 64 wing will fit the old ARF 4-Star 60 ????
my 60 Fuselage is fine and rebuilt but I don't want to trust the wing, my God I bought it in 2003, and the Leading Edge Spar is missing for 2 ribs
Jim
my 60 Fuselage is fine and rebuilt but I don't want to trust the wing, my God I bought it in 2003, and the Leading Edge Spar is missing for 2 ribs
Jim
07-26-2021, 01:14 AM
Senior Member
I'm not sure, Gary sent me some pieces that cut smoothly, the piece I made that out of is hard and chatters when cutting, no matter what I do.
07-26-2021, 04:17 AM
Dave, do a web search on chatter when turning aluminum, keep trying 
All about cutter contact angles, feeds and speeds, part cross section thickness etc. The lathe itlelf also plays a part. The rigidity of the machine, spindle bearings... Once chatter occurs it can be quite a chore to remove in subsequent cuts. Chatter is also pretty hard on the machine so should be avoided. Keep the cutter well supported with minimal overhang, also keep the compound extension minimal.
Chatter can be a problem with most grades of aluminum, 7075 in the pics I show is no exception.
The fine. finish cuts were done light at high rpm with fine feed and cutting fluid. The finish you see is exactly as it came from the lathe, no polishing.
All about cutter contact angles, feeds and speeds, part cross section thickness etc. The lathe itlelf also plays a part. The rigidity of the machine, spindle bearings... Once chatter occurs it can be quite a chore to remove in subsequent cuts. Chatter is also pretty hard on the machine so should be avoided. Keep the cutter well supported with minimal overhang, also keep the compound extension minimal.
Chatter can be a problem with most grades of aluminum, 7075 in the pics I show is no exception.
The fine. finish cuts were done light at high rpm with fine feed and cutting fluid. The finish you see is exactly as it came from the lathe, no polishing.
Last edited by Jesse Open; 07-26-2021 at 06:09 AM.
07-26-2021, 06:36 AM
Dave, do a web search on chatter when turning aluminum, keep trying
All about cutter contact angles, feeds and speeds, part cross section thickness etc. The lathe itlelf also plays a part. The rigidity of the machine, spindle bearings... Once chatter occurs it can be quite a chore to remove in subsequent cuts. Chatter is also pretty hard on the machine so should be avoided. Keep the cutter well supported with minimal overhang, also keep the compound extension minimal.
Chatter can be a problem with most grades of aluminum, 7075 in the pics I show is no exception.
The fine. finish cuts were done light at high rpm with fine feed and cutting fluid. The finish you see is exactly as it came from the lathe, no polishing.
All about cutter contact angles, feeds and speeds, part cross section thickness etc. The lathe itlelf also plays a part. The rigidity of the machine, spindle bearings... Once chatter occurs it can be quite a chore to remove in subsequent cuts. Chatter is also pretty hard on the machine so should be avoided. Keep the cutter well supported with minimal overhang, also keep the compound extension minimal.
Chatter can be a problem with most grades of aluminum, 7075 in the pics I show is no exception.
The fine. finish cuts were done light at high rpm with fine feed and cutting fluid. The finish you see is exactly as it came from the lathe, no polishing.
IOW practice, practice, practice.
The Sherline I have is not the most precise lathe, takes a TON of work to set up properly, which sucks if doing a one off. Eventually I will have enough quick change holders for all the bits which will go a long way to making setup easier.
I havent even started on the mill, but do have a VM of the Sherline OS up and running, just have to learn how to use it.
07-26-2021, 09:50 AM
07-26-2021, 05:47 PM
My Feedback: (1)
 07-26-2021, 06:13 PM
07-26-2021, 06:13 PM
Yes,I wish someone would offer that plane as well as the Toledo Special again. Even in kit form.
Last edited by Jesse Open; 07-26-2021 at 06:17 PM.
07-27-2021, 02:02 AM
Senior Member
Bore 1.57 in (40.0 mm)
Stroke 1.26 in (32.0mm) Crankshaft Threads M8 x 1.25 Crankshaft Type Threaded Cylinders Single Cylinder Type Ringed Displacement 2.45 cu. in. (40.21 cc) Engine (Only) Weight 44.0 oz (1250 g) Power Type Gas Muffler Type Cast Muffler Weight 2.9 oz (84 g) Oil Type & Content 20:1 gas/oil mixture Prop Range 19 x 10 - 21 x 10 RPM Range 1,700 - 8,000
Total Weight 50.6 oz (1440 g)
Prop Range 19 x 10 - 21 x 10
Last edited by 1200SportsterRider; 07-27-2021 at 02:34 AM. Reason: rearrange